|
PAINT AND
POWDER CASE STUDY:
SATELLITE AMPLIFIER MANUFACTURING
Infrared/Convection
Combination Oven conserves floor space and increases line speed for
satellite amplifier manufacturer
Background
The customer was originally using a batch oven to cure the powder on the
satellite amplifiers. This process had several drawbacks; slow
production, poor coating consistency, and inflexible oven design.
After time, it was necessary
to upgrade the oven to achieve higher production rates. Several optional
oven designs were reviewed; larger batch oven, continuous gas convention
oven, continuous medium wave electric infrared oven.
After careful consideration,
it was decided that a larger batch oven could obtain the desired
production, but had too many other drawbacks (as noted above). The
continuous convention oven required more floor space than was available
in order to obtain the desired production rate.
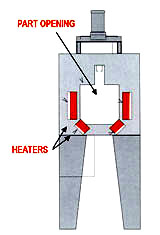
The electric infrared oven
achieved all of the goals for a new curing oven:
- faster
production
- minimal
floor space
- reduced
maintenance requirements
- low
energy consumption
- reasonable
capital expenditure
- flexibility
for faster production rates in the future, accomplished by sectional
oven design
ADVANTAGES
OF USING IR FOR THIS APPLICATION:
 Floor
Space Floor
Space
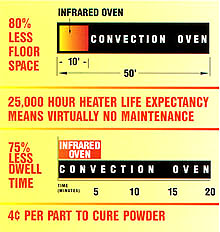
It was estimated that a
40'-50' long convection oven would have been required for this
application. The infrared oven length is 10'. Either oven would require
a 15' area for loading and unloading the parts.
Maintenance
A gas convection oven
would require preventative maintenance several times a year. The
infrared oven has been installed for 2.5 years with no requirement for
maintenance to date. With a typical life expectancy of 25,000 hrs for
solar products panel heaters, the customer will be operating for a long
time without any maintenance problems.
Line Speed
A gas convection oven
would have required a 20 minute dwell time. The original infrared oven
design was based on line speed of 1 fpm and a dwell time of 10 minutes.
In actual operation the conveyor speed is 1.5 fmp with an oven dwell
time of 5-7 minutes.
Energy
Consumption
The input power rating is often viewed as the actual power usage for an
electric infrared oven. In this case, the oven had 70kw of electric
infrared installed. But, in actual operation, the energy usage is less
than 30 kw. The energy cost calculation is 30 kw x 12 cent per kw*hr
=3.60 per hour of operation. At 90 parts per hour, that equates to 4
cent per part. The energy consumption for paint and powder applications
typically accounts for less than 1% of the product selling price. Our
guess is that 4 cent is well below that 1% margin. The best part of
Solar Products panel heaters is that there are no external reflectors.
External reflectors only get dirty over time, which reduces the heater
efficiency. Solar products heaters maintain a consistently high radiant
efficiency (80%) over time.
|
Specifications |
Details |
|
 |
Part Description |
Aluminum or magnesium
cast parts variable wall thickness |
|
| Part type |
Satellite dish
amplifiers for the communications industry |
|
| Coating |
Polyester powder |
|
| Coating application |
Manual electrostatic
spray |
|
| Length of oven |
10' long oven |
|
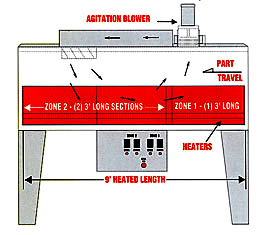
| Zones per oven |
2 zones - 9' heated
length for both zones |
|
Zone 1
Zone 2 |
3' long section
operating at 900o F
(2) 3' long sections operating at 875o F |
|
| Oven type |
Infrared with air
assist |
|
|
Heater type |
Solar Products
F-Series panel heaters |
|
| Input power |
70kw for the heaters |
|
| Actual power usage |
Less than 30kw |
|
| Conveyor type |
Overhead monorail |
|
| Conveyor speed |
1.5 feet per minute |
|
| Weight of part |
5 lbs max |
|
| Production rate |
90 parts per hour |
|
| Gel and cure time
(dwell time) |
5 - 7 minutes |
|
|


